һ�����g���Q��������-����ˮú�{�ּ��⻯���g
�������g�����I���m�÷����������ИIú�ƺϳɚ�
�����cԓ���g���P���ܺļ�̼�ŷŬF��
ͬ�Ȯa���l���³����̶������g��������380 Nm3O2/kNm3(CO+H2)����Ч��ɷ�CO+H2������60��-70����̼�D����78����������71�ftce��
�ġ����g����
1.���gԭ��
�Ɲ{�ü��似�g��ʹú�{��ȱȬF�м��g���3��-5�����⻯���÷�����-�����ּ��⻯���g��ϴ�����ȼ������ԜpСϵ�y�����ˮ�W��ϵ�y�����C�����á�
2.�P�I���g
��һ�νo�����B�m�⻯�^�̷ֽ��ɴλ��νo���Ě⻯�^�̣��ɸ��Ơt�ȜضȈ��ֲ��͚⻯�����l�������ú�N���m���ԣ��M��ȫϵ�y���g�������ɣ��ڲ��������Ժ��b��Ͷ�Y�������϶��������@�������ݡ�
3.��ˇ����
ԭ��ͨ�^�o�ϙC��ȼ�χ����M��⻯�t�ĵ�һ�Σ����ü�������⻯���������������w�����c����������Ȼ�ϵĶ�����̼�����⣬ˮ�����ȣ������A����w���{�����Ƶ�һ������ļ��������ʹ��һ�εĜضȱ��C�ڻ����c���£��ڵڶ������a�䲿�����⣬ʹ�ڶ��εĜض��_��ú�Ļ����c���ϣ������ȫ���⻯�^�̡�ԓ���g��Ҫ�c�ǣ���1������ķּ����o���⻯�t������͂ȱ����⇊��քe������ʹ�⻯�t���������������Ó�x�t�Ȳ����������������̿�����Ļ��W�����ȼs������2����������ּ����o�����Բ�����������0��-100���IJ�ͬ���w�����������A����w���{���������ĵĜضȺͻ������ĵľ��x�����͚⻯�t������˲��Ĝضȡ�
���w��ˇ����Ҋ�D1��
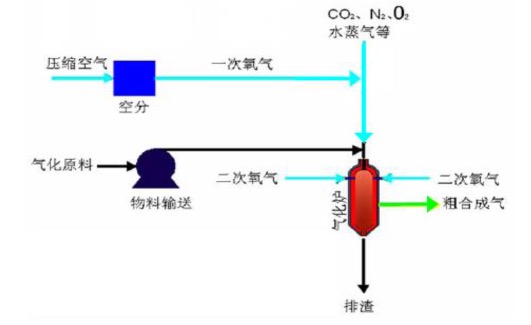
�D1 ������-����ˮú�{�ּ��⻯���g��ˇ���̈D
�塢��Ҫ���gָ��
�����ģ�361 Nm3O2/kNm3(CO+H2)��
��ú�ģ�548 Nm3ú/kNm3(CO+H2)��
̼�D���ʡ�97.5����
1Nm3��CO+H��2���ܺĽ���13MJ���¡�
�������g�b�����@����r�����ìF��
2007��12�£�ԓ���gͨ�^�Ї�ʯ�ͺͻ��W���I�f���M���ļ��g�b��������ɽ��ϲ�S�ʘI���F��˾10�ft/a�״����a���ϑ��ã�ȡ�����ù���Ч����
�ߡ����͑��ð���
�����Ñ���ɽ���ú�Sϲ�ʘI�����F���ɷ�����˾
���Ͱ���1��
���OҎģ��20�ft/a�״��⻯�b�á���Ҫ������ݣ����ü���ĥú���g��ˮú�{�ּ��⻯�߉��W�������C�����á����ܼ���Ͷ�Y�~1.5�|Ԫ�����O��2�ꡣ�깝��6�ftce���c�̶��������������Ч��6000�fԪ��Ͷ�Y������3�ꡣ
���Ͱ���2��
���OҎģ��18�ft/a�ϳɰ��b�á���Ҫ������ݣ����ü���ĥú���g��ˮú�{�ּ��⻯�߉��W�������C�����á����ܼ���Ͷ�Y�~1.5�|Ԫ�����O��2�ꡣ�깝��5.7�ftce���c�̶��������������Ч��5400�fԪ��Ͷ�Y������3.5�ꡣ
�ˡ��ƏVǰ�������ܜp�ŝ���
2008���҇��ϳɰ��a���s5000�ft���״��a���s1100�ft�������ۺϿ����aƷ�a���ѳ��^6000�ft��������Դ1.1-1.2�|tce�����@Щ�����aƷ�a���У��s75���Įa����ú�⻯��Դ�^�����мs50�����ó����̶���ú�⻯���g���AӋδ��5���ͨ�^���g���죬ʹ���Mú�⻯���g�ƏV���_�����ИI��30�������ƏV1800�ft/a��������Ҏģ�����������1/3���÷�����-����ˮú�{�ּ��⻯���g���t�Õr���γ�130�ftce/a�Ĺ����������p����343�ftCO2/a��
|

